


先来复习一下上次的教学,因为上次模型剪不齐全,不能来一个大PK,所以今次补回来,可惜三
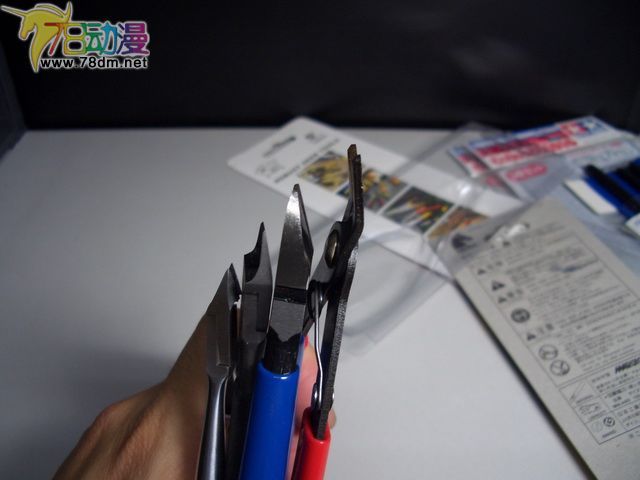
山又被长期借出~~~~~呃~~~~~趁着还有四把,先来比拼一下吧~~~~~左至右依次为台湾OEM剪,金
牌剪,长谷川,国产剪,从身材来说,金牌剪属于中等,其实长谷川和国产剪是一样高的,因为
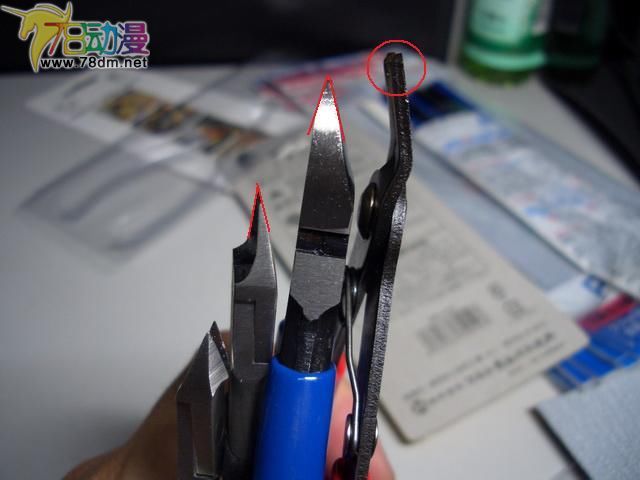
我摆放的时候没注意,所以看上去略高一点,留意圆圈部分,金牌剪和长谷川采用内藏式弹簧设
计,而且用料比较坚实,相对来说是耐用很多的,国产和台湾剪采用硬式外置设计,大家已经可
以分辨到,就不废话了~~~~~
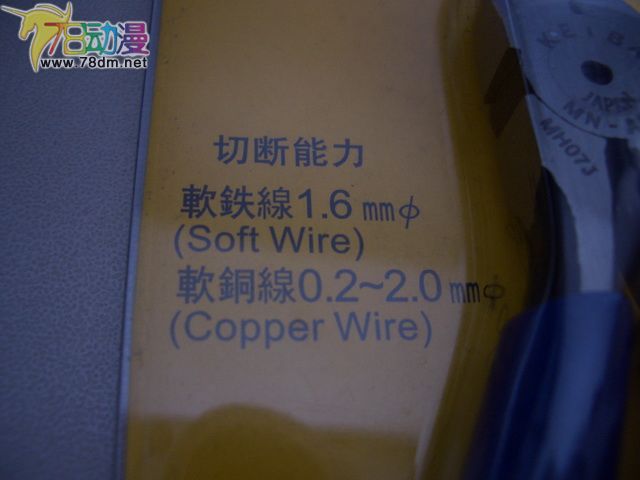
长谷川值得推荐的另一个原因在于不但可以剪塑胶模型,也可以剪比较细的金属线~~~可以看出在
剪的硬度方面有一定的保证,但这也直接导致长谷川的剪在刃上的设计要比金牌剪厚,从而在刃
尖的比较上稍逊于金牌剪

四种剪的手柄各具特色,台湾剪用全金属手柄,开始使用时感觉不错,但越用越会觉得不舒服,
而金牌剪则适合长时间作业,而且手感舒适之余,质感上非常轻,金牌其实不是浪得虚名的,长
谷川比较简陋,手柄用胶套,开始用的时候也不觉得有什么不妥,不过万一你容易出手汗,那就
比较郁闷了~~~~~我手汗不多,而且长谷川的质感适中,所以我使用时觉得还算可以,国产剪虽然
也是用胶套,但由于扁平的设计,令到作业时手部发力有点怪异的感觉,偶然用于紧急替代使用
还是可以的,长期使用就不建议了~~~~~

刃尖的设计,刚才已经解释过了~~~~~


刃尖最薄的地方,金牌剪绝对的优势~~~

好了,模型剪就复习到这里~~~~~
现在开始新的课题——打磨!

首先介绍一下工具——砂纸,最常用的是田宫的水砂纸,水砂纸的型号标识“#”(就是通常所说
的“号”),单位是砂粒数每平方厘米(Cw),所以500Cw,800Cw是指一平方厘米内所含的颗粒
,数值越大砂纸就越细,粗糙的砂纸需要戴手套后作业,以免在手指上留下磨痕~~~~~田宫的水砂
纸就是400-600-800-1000-1200-1500-2000最为常用和普及,也有其他型号,我们以后再探讨~~~


包装的背面基本是一样的,都是教大家如何自己制作一些简易的打磨工具和打磨的方式,我们后
面会一一介绍,莫急~~~

砂纸一般不会整张使用,通常操作都是剪下一小片,可能大家会担心剪下一小片会不会混淆砂纸
的型号,这个大家可以放心,厂家也已经想到这一点,所以砂纸的背面每隔一小段都会清晰标注
砂纸的型号,方便大家剪下使用的~~~~~

表面上看,除了一些颜色和极少数纹路的变化以外,实在很难发现具体的区别~~~~~
呃~~~~~相机太差,实在无法呈现出砂纸表面的区别,其实触手质感上还是很明显的~~~~~~


当然,除了田宫以外,其实还可以采用国产的砂纸,国产砂纸的型号也是按照统一的标准,所以
大家也可以根据需要购买,国产砂纸虽然便宜,但确实质量上略差,那为什么大家在型号上相同
,也就是在统一标准下,国产也会比田宫的差呢?实际上的区别是田宫的砂纸即使在相同型号下
仍然比国产砂纸细,一句话,偷工减料~~~~~咳咳~~~~~大家都懂的~~~~~~
.gif-w180h180)

现在开始讲解打磨的技巧,首先我们来看看水口的打磨技巧,一般零件剪下来都有水口,而水口
的处理以打磨最为费时,现在看到的这个水口是经过笔刀稍微加工了一下,这样可以有效减少打
磨的时间,当然,笔刀技术越好,打磨就越轻松,但是笔刀处理水口也是需要时间和经验的掌握
~~~~~

笔刀处理水口之后留下少量泛白的情况,这是很多朋友经常遇到的问题~~~~~~

这是完全未经处理的水口~~~~~

这种水口比较麻烦,因为在零件中间位置,打磨会损伤其他正常的位置,如何打磨呢?我们后面
会继续讲解~~~~~~

如果将零件直接压在砂纸上打磨只会损伤零件,因为你根本看不到打磨的实时情况,而且力度的掌
握也相当难控制,所以这种方式我是不建议采用的~~~~~~

通常可以用手指将砂纸压在水口上进行打磨,记住!打磨方向是唯一的,即不可以采用来回打磨
方式,只可以一下一下地向外打磨,而且整个过程只可以向一个方向进行作业~~~~~~

也可以采用这种比较科学的方式,手指可以牢牢抓紧砂纸,而且砂纸接触需要打磨的地方也只有
极少的部位,尽可能避免损伤旁边的正常位置~~~~~当然也可以采用工具,这个以后也会有讲到如
何制作打磨工具~~~~~~

现在,我们返回来先探讨如何打磨经过笔刀处理的水口~~~~~经过笔刀处理之后,水口通常已经比
较平整,但会出现泛白的情况,当然,笔刀始终不能令到水口完全100%平整,如果稍有不慎,很
可能会引起缺肉,所以,笔刀处理后,我们只需要用1000#、1500#、最多再加上2000#进行适当打
磨就可以了~~~~~

经过上面所说的1000-1500-2000的打磨之后还是有少量泛白,怎办?这个时候就只能出动打磨膏
~~~~~~打磨膏一般有粗目、细目和极细目,不过极细目偏贵,而且实在不建议使用,就等于音响发
烧友为了那所谓神一般的音质效果去买几千元一米的音箱线一样,究竟是否有效果,可能连他自
己也不知道~~~~~~这种通过耗资99.99%资源去满足0.01%的效果提升,个人认为实在不值得,不过
该如何选择,当然还是由你自己决定~~~~~

用棉签沾上极少量的粗目打磨膏,(处理这个情况,粗目已经足够有余了~~~~~~)然后在需要打
磨的地方以画圆的方式进行打磨,这里我建议大家用黑色棉签,为什么?如果用白色的话,你看
打磨膏的时候会不会眼花?呵呵~~~~~~~黑色的棉签就很好地解决了这个问题~~~~~


你看,打磨之后的零件回复到刚才原有的光泽,而且水口已经不见了~~~~~


现在再来看这个未经笔刀处理过的水口~~~~~~最为普通的水口~~~~~~~

首先用400#(或者国产都可以),这个阶段主要是减少水口的厚度,令它尽量接近平整,不用太
强求,差不多就可以了,如果能控制到0.2~0.5mm左右就完美了,当然,大家尽力吧~~~~

像上面的图片那样,见到旁边位置出现划痕,证明已经贴近了,这时候改用600#,力量稍微也要
放轻一点,因为已经非常贴近了~~~

之后改用800#,继续打磨~~~~~~

之后改用1000#,继续打磨,其实,大家应该发现,表面上看打磨的痕迹慢慢淡化,而且表面上变
化也越来越少了~~~~

1200#继续~~~~~~

1500#继续~~~~~~~

2000#了~~~~~变化已经微乎其微了~~~~~~

其实2000#之后已经很不错了~~~~~,但如果你追求完美和极致(其实也是有一点点白点存在的)
~~~~~OK~~~~~打磨膏伺候!

一样用黑棉签沾上少量打磨膏,画圆式打磨,直至如此完美的打磨效果出现~~~~~~~~~~我连水口
的位置都找不到了~~~~~

这个是最后我用手机拍的,很烂的手机,不好意思,意在告诉各位,这个效果是在我用普通数码
相机,不开闪光的情况下,距离只有3cm的微距模式下拍出来的,所以,这个效果对于我个人技术
来说已经是极限了,如果大家还有更好的方法请与大家分享吧~~~~~
~~~~~~~~~~~~好累,先休息下,第二讲我们再来探讨关于其他位置的水口打磨的技巧,以及更多的打磨应用~~~~~~~~~~~
小结:打磨相对比较科学和省时的推荐方式(适合新手入门后进阶参考,上色者除外~~~~~)
采用笔刀处理水口后的打磨:1000-1500-2000,还不满意就粗目打磨膏~~~~
纯打磨处理水口:600-1000-1200-1500,还不满意就2000+粗目打磨膏~~~~
完美型制作:国产/400-600-800-1000-1200-1500-2000,粗目之后完成~~~~
图片一贯惯例希望大家看得比较舒服和清晰所以不打水印不加ID~~~~~但严禁私自转载~~~~~~~以上!
 先顶后看。。。。
先顶后看。。。。